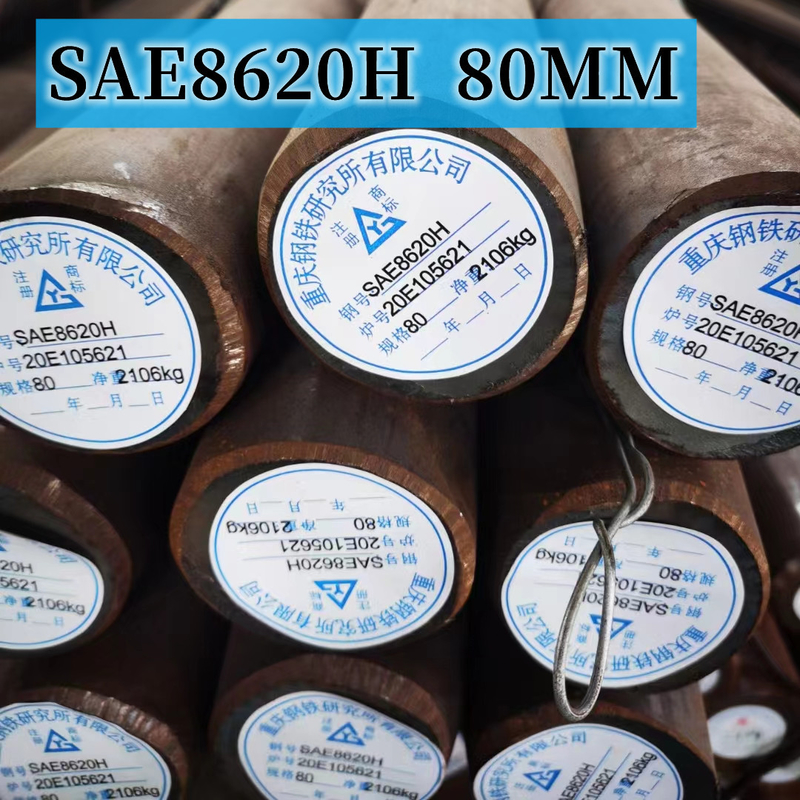
SAE 8620은 합금 성분을 강화하는 것으로서 0.5% Cr, 0.2% Mo와 0.5% Ni를 가지고 있는 저탄소 합금강으로 규정됩니다.그것은 일반적으로 견고성 HB255max로 소둔 상태로서 공급됩니다.
탄소 처리되고, 경화되고 완화시킬 때 SAE 8620은 경우 견고성 HRC 60-63으로 좋은 마모 저항자를 가지고 있습니다.등급 8615와 8617과 비교해서, 그것은 중소 규모 부분에서, 700-1100 MPa의 전형적 인장 강도 범위로 좋은 속심 강도와 인성 특성을 보입니다.
SAE 8620은 어려움과 마모 방지의 조합을 요구하는 적용에 적합합니다. 그것은 일반적으로 날 고정기와 다른 그와 같은 성분을 위해 공학과 오토미티브 산업에서 사용됩니다.
전형적인 애플리케이션 :축, 날개, 수풀들, 캠축, 헤드핀, 미늘 톱니 바퀴, 기어, 스플라인 축 기타 등등.
SAE 8620 강철 공급 형태 & 사이즈 & 허용한도
| 공급 형태 |
사이즈(MM) |
절차 |
허용한도 |
| 라운드 |
Φ6-Φ100 |
비긴 냉기 |
밝은 / 검정색 |
최고 H11 |
| Φ16-Φ350 |
굴려져서 뜨거워지세요 |
검정색 |
- 0/+1mm |
| 벗겨진 / 땅 |
최고 H11 |
| Φ90-Φ1000 |
안출되어서 뜨거워지세요 |
검정색 |
- 0/+5mm |
| 거꾸로 되어서 거칠거칠해지세요 |
- 0/+3mm |
| 평평하게 / 스퀘어 / 블록 |
두께 :120-800 |
안출되어서 뜨거워지세요 |
검정색 |
- 0/+8mm |
| 폭 :120-1500 |
기계가공되어서 거칠거칠해지세요 |
- 0/+3mm |
말하세요 :허용한도는 요구에 따라서 맞춤화될 수 있습니다
ASTM A29 당 SAE 8620 철강 화학조성
| 등급 |
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
| 8620 |
0.18-0.23 |
0.15-0.35 |
0.70-0.90 |
≤ 0.035 |
≤ 0.040 |
0.40-0.60 |
0.15-0.25 |
0.40-0.70 |
SAE 8620 강 물리적 특성
| 비중 g/cm3 |
7.85 |
| 융해점 Deg F |
2600 |
| 프와송 비 |
0.27-0.30 |
| 절삭성 (AISI 1212 100% 절삭성으로서) |
65% |
| 열팽창 (20 oC)(oC 1) |
12.2*10^-6 |
| 견줌 열용량 J/(kg*K) |
477 |
| 열전도율 W/(m*K) |
46.6 |
| 전기 저항율 Ohm*m |
2.34*10^-7 |
SAE 8620 강재 기계적인 특성
핵심 - 840 'C에 꺼진 카르부리스에드와 오일을 위한 전형적 역학적 성질
| 단면 치수 |
11 밀리미터 |
30 밀리미터 |
63 밀리미터 |
| 장력 강도 mpa |
980-1270 |
780-1080 |
690-930 |
| 항복 강도 mpa |
≥785 |
≥590 |
≥490 |
| 신장 % |
≥9 |
≥10 |
≥11 |
| 샤르피 충격 J |
≥41 |
≥41 |
≥41 |
| 견고성 브리넬경도 |
290-375 |
235-320 |
205-275 |
| 견고성 로크웰C경도 |
31-41 |
23-35 |
16-29 |
SAE 8620 강 경화능 제한
| 퀀칭된 마지막 밀리미터로부터의 거리 |
1.5 |
3 |
5 |
7 |
9 |
11 |
13 |
15 |
20 |
25 |
30 |
35 |
40 |
| HRC 민 |
41 |
37 |
31 |
25 |
21 |
- |
- |
- |
- |
- |
- |
- |
- |
| HRC 맥스 |
48 |
47 |
43 |
39 |
35 |
32 |
30 |
29 |
26 |
24 |
23 |
23 |
23 |
20HRC 하에 경도 값은 상세화되지 않습니다.
SAE 8620 스틸 포징
단조 온도는 925C-1230C 사이에 실행되 그래서, AISI 8620이 매체 또는 고탄소강 보다 덜 침입에 영향받기 쉬운 낮은 탄소 함유량을 갖 그래서, 그것이 가열되고 더 신속히 냉각될 수 있습니다.단조 온도에 있는 침지 시간은 최대한 짧게 무거운 크기 조정과 지나친 입자 성장을 회피할 것이어야 합니다.로우어 위조 종료 온도, 더 좋은 결정립 크기 .아래 최소 단조 온도 850' C.This 불순물을 만들지 않고 모래에서 냉각되어야 합니다.
SAE 8620 강철 표준화
표준화는 안출되고, 케이스 하아드닝 전에 컨디셔닝 처리로 간주된 것 뒤에 비균등하게 식었을지도 모르는 위조의 구조를 정제하는데 사용됩니다.AISI 8620 강철을 위한 표준화 고온은 900C-925C 사이에 실행되어야 합니다. 완전히 오스테나이트 변태에 아철산염을 완료하기 위해 가열될 강철을 위한 적당한 시간을 잡으세요.정지 공기에서 시원합니다.이 치료법은 절삭성을 향상시키는 또 다른 방법으로 간주됩니다.
SAE 8620 강철 가열 냉각
기계가공, AISI 8620이 옮겨져야 하기 전에 완전 어닐링은 AISI 8620에 대하여 권고되고 우리의 820C-850C, 적당하 철강을 위해 시간을 맞춘 유지의 명목상 온도에 완전히 가열되고 냉각을 가열합니다.
SAE 8620 철골 케이스 하아드닝
다음과 같은 핵심 정유가 온도를 780oC - 820oC로 가열시키고, 완전히 가열될 철강을 위해 적당한 시간을 잡고, 기름에서 끕니다.최대한 빨리 퀀칭된 것 뒤에 기질.
SAE 8620 강철 템퍼링
템퍼링이 보통 경화 프로세스로부터의 스트레스를 풀하도록 실행된다고, 그것은 체간 근력과 사례 견고성의 단지 조금의 감소로, 양쪽 사례와 핵심의 어려움을 향상시킬 것입니다.필요에 따라 AISI 8620 강철을 150oC - 200oC로 가열시키고 온도가 단면, 단면의 25 밀리미터 당 1일부터 2일까지 시간 동안 침투 전체에 걸쳐 획일적이고 정지 공기에서 시원할 때까지 충분한 시간을 잡으세요.
SAE 8620 강철 CABURIZING
경우와 코어 특성을 최적화하기 위해 적당한 속경과 템퍼링 사이클을 뒤이어 필요한 케이스 깊이와 탄소 함량을 획득하기 위한 충분한 시간을 잡으면서, 팩, 소금 또는 가스는 온도 900oC - 925oC에 탄소 처리합니다.
증명서 & 제 3자 테스트
SAE 8620 MTC 보고서
TUV 보고서 검사


 귀하의 메시지는 20-3,000 자 사이 여야합니다!
귀하의 메시지는 20-3,000 자 사이 여야합니다! Korean
Korean