DIN EN 10130, 10209와 DIN 1623을 부합시키는 냉 압연 강철
| 품질 |
시험 방향 |
물질적 부정. |
핵심 Rp0,2에게 (MPa)를 양보하세요 |
인장 강도 르텀 (MPA) |
%) 분 (에 신장 A80. |
오른쪽 값 90' 분. |
n 값 90' 분. |
오래된 기술 |
| DC01 |
큐 |
1.0330 |
≤280 |
270 - 410 |
28 |
|
|
거리 12-03 |
| DC03 |
큐 |
1.0347 |
≤240 |
270 - 370 |
34 |
1,30 |
|
거리 13-03 |
| DC04 |
큐 |
1.0338 |
≤210 |
270 - 350 |
38 |
1,60 |
0,18 |
거리 14-03 |
| DC05 |
큐 |
1.0312 |
≤180 |
270 - 330 |
40 |
1,90 |
0,20 |
거리 15-03 |
| DC06 |
큐 |
1.0873 |
≤170 |
270 - 330 |
41 |
2,10 |
0,22 |
|
| DC07 |
큐 |
1.0898 |
≤150 |
250 - 310 |
44 |
2,50 |
0,23 |
|
| 품질 |
시험 방향 |
물질적 부정. |
핵심 Rp0,2에게 (MPa)를 양보하세요 |
인장 강도 르텀 (MPA) |
%) 분 (에 신장 A80. |
오른쪽 값 90' 분. |
n 값 90' 분. |
| DC01EK |
큐 |
1.0390 |
≤270 |
270 - 390 |
30 |
|
|
| DC04EK |
큐 |
1.0392 |
≤220 |
270 - 350 |
36 |
|
|
| DC05EK |
큐 |
1.0386 |
≤220 |
270 - 350 |
36 |
1,50 |
|
| DC06EK |
큐 |
1.0869 |
≤190 |
270 - 350 |
38 |
1,60 |
|
| DC03ED |
큐 |
1.0399 |
≤240 |
270 - 370 |
34 |
|
|
| DC04ED |
큐 |
1.0394 |
≤210 |
270 - 350 |
38 |
|
|
| DC06ED |
큐 |
1.0872 |
≤190 |
270 - 350 |
38 |
1,60 |
|
| 품질 |
시험 방향 |
물질적 부정. |
핵심 Rp0,2에게 (MPa)를 양보하세요 |
장력 스트렝스르텀 (MPA) |
%) 분 (에 신장 A80. |
(오래된) DIN 1623 T2 |
| S215G |
큐 |
1.0116G |
≥215 |
360 - 510 |
20 |
거리 37-3G |
| S245G |
큐 |
1.0144G |
≥245 |
430 - 580 |
18 |
거리 44-3G |
| S325G |
큐 |
1.0570G |
≥325 |
510 - 680 |
16 |
거리 52-3G |
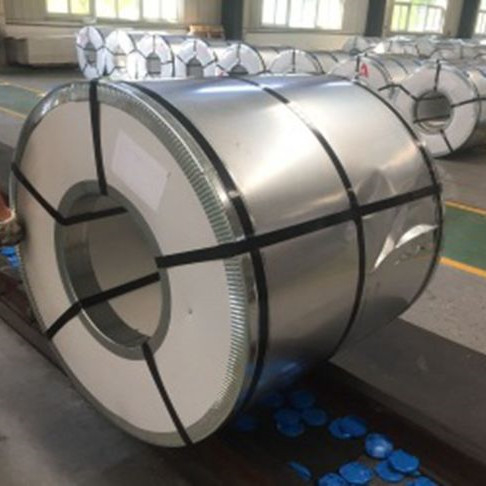
냉 압연 강철은 또한 우리의 제품 포트폴리오의 일부입니다. 냉 압연 강철은 성인상에 대하여 우수합니다. 이 프로덕트 그룹은 등급 DC01을 DC07에 할당했으며, DC06EK, DC03ED에서 DC06ED와 S325G에 대한 S215G에 DC01EK.
등급은 최대 허용할 수 있는 항복 강도에 따라 분류되고, 다음과 같이 세분될 수 있습니다.
DC01 - 구부러지고, 부조세공을 하고, 구슬모양으로 되고 당기는 예가 사용되기 때문에, 이 등급은 단순한 포밍 가공을 위해 사용될 수 있습니다.
DC03 - 이 등급은 딥 드로잉과 같은 요구조건과 적당한 힘든 프로필을 형성하는데 적합합니다.
DC04 - 이 품질은 고변형 요건에 적합합니다.
DC05 - 이 열성형 성적은 더 높은 형성 요구조건에 적합합니다.
DC06 - 이 특별한 심 가공성은 가장 높은 변형 요구에 적합합니다.
DC07 - 이 최고 심 가공성은 극단적 변형 요구조건에 적합합니다.
에나멜 등급
강철은 DC01EK를 등급화합니다, DC04EK와 DC06EK가 전통적 단층 또는 이중층 에나멜링에 적합합니다.
강철은 DC06ED를 등급화합니다, DE04ED와 DC06ED가 한이지 점화 법 이층 /에따르면 에나멜링과 저-왜곡 에나멜링을 위한 이층 에나멜링의 특수 제품에 대해서 뿐만 아니라 직접적 에나멜링에 적합합니다.
면형
표면 A
표면 코팅법을 재형성하고 고수하기 위한 능력에 영향을 미치지 않는 기공, 소 홈, 작은 나무의 혹, 경미한 스크래치와 경미 변색과 같은 실수는 허용됩니다.
표면 B
더 좋은 쪽은 있어야 하고 품질 피니쉬 또는 일렉트로리티카리 적용된 코팅의 동질적 외양이 악화되지 않도록 결점로 부터 벗어납니다. 건너편은 적어도 면형 A를 위한 요구조건을 충족시켜야 합니다.
표면가공도
표면가공도는 특히 매끄럽거나 둔하거나 거칩니다. 만약 명령할 때 어떤 세부 사항도 주어지지 않으면, 표면가공도가 마뜨 피니쉬에서 전달될 것입니다. 목록화된 4 표면가공도는 다음 표에서 센터 거칠기 값에 해당되고, EN 10049에 따라 시험되어야 합니다.
| 표면가공도 |
특성 |
평균 표면 마무리
(경계값 : 0,8 밀리미터) |
| 특별한 플랫 |
비 |
Ra ≤ 0,4 um |
| 플랫 |
G |
Ra ≤ 0,9 um |
| 매트 |
M |
0,60 um M |
| 황무지 |
R |
Ra ≤ 1,6 um |